




-

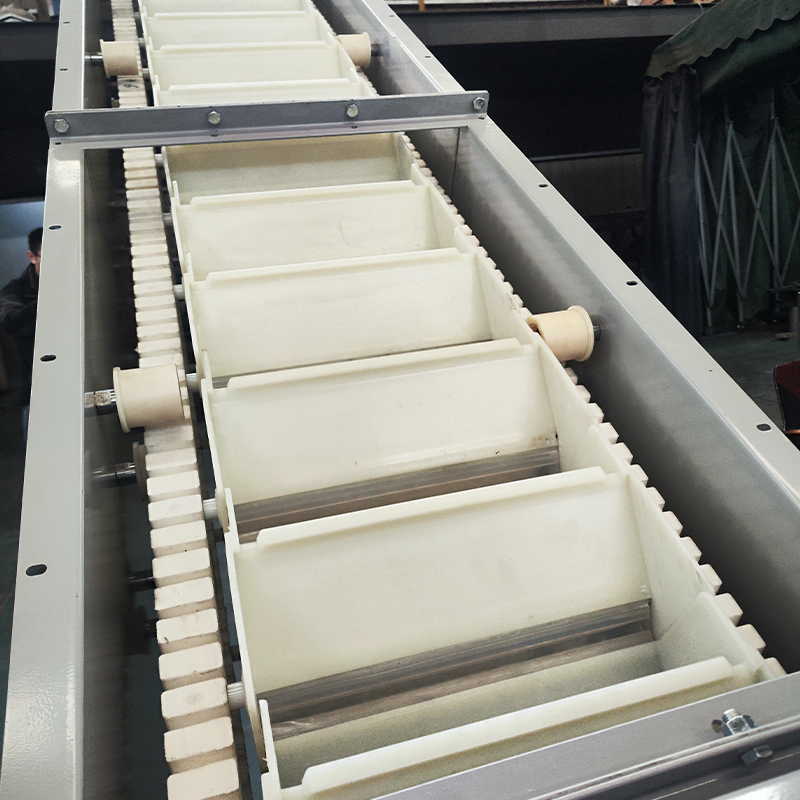
Continuous Sanitary Dust-Proof Pendulum Bucket Elevators
Continuous Sanitary Dust-Proof Pendulum Bucket Elevators
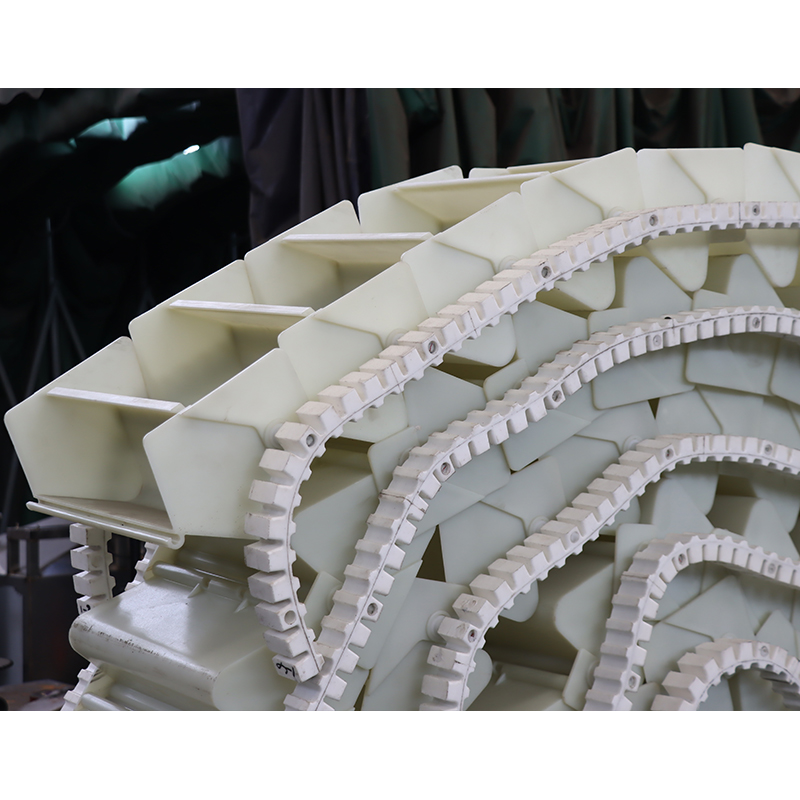
Pendulum bucket conveyors feature exceptionally low-maintenance and low-wear operation. The rubber chain is used in all of our systems to drive the conveyor element.
Particularly in the food industry, the advantages of pendulum bucket conveyors are clear to see. By using rubber chains, no lubricants are required that could contaminate the conveyed materials.
Transportation lengths of up to 50 m vertically or 100 m horizontally have already been created using continuous bucket conveyors.Conveyor capacities of up to 100 m³/h can also be achieved.
Andvatage:
Continuous
-Very stable running
- Small footprint
- High conveying capacity
- Atex design availablePendulum
- Buckets can be removed without tools for external cleaning
- Hygienic design made from tubular steel available
- Many different line versions available
- Multiple drop-off points are possible
- For weighed or counted products, the bucket position can be determined reliably at any time (no elongation of the rubber chains!)
- Atex version available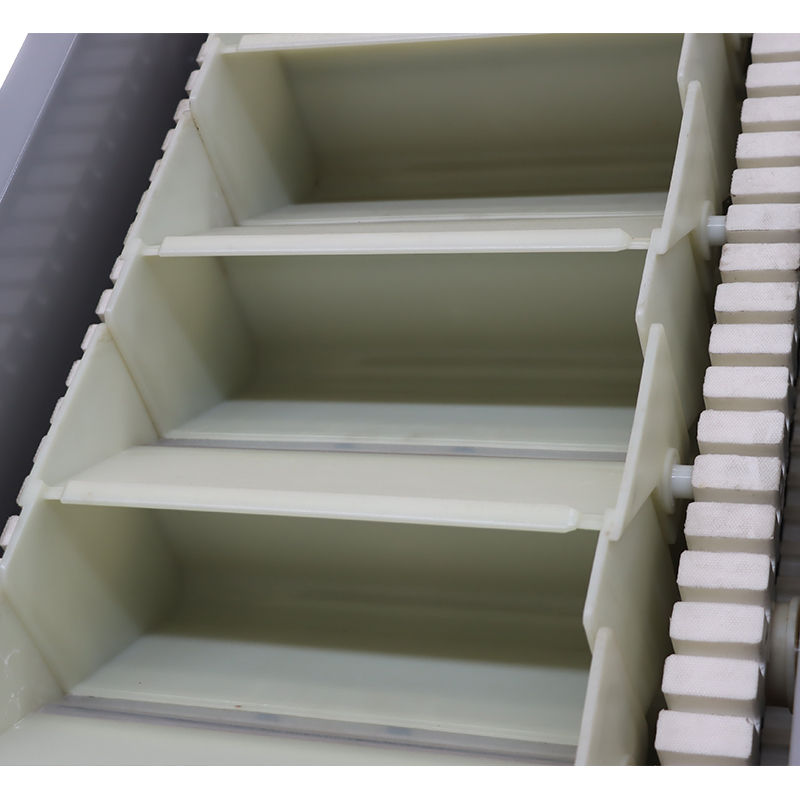
Application Industry:
Food Processing: Bucket elevators are essential for handling various food products, such as grains, flour, sugar, salt, and coffee beans, ensuring gentle and contamination-free transportation.
Agriculture: In the agricultural sector, bucket elevators are used for conveying seeds, fertilizers, and animal feed, streamlining storage and distribution processes.
Mining and Minerals: Bucket elevators are employed in the mining industry for conveying ores, coal, and other minerals, facilitating efficient material handling in challenging environments.
Chemical and Pharmaceutical: These industries rely on bucket elevators for the safe and precise handling of powders, granules, and pellets, maintaining product integrity and purity.
Recycling and Waste Management: Bucket elevators play a crucial role in recycling facilities, handling materials such as plastic, glass, and metal, enabling efficient sorting and processing.
-

Chemical industry Z bucket elevator
Introducing the HengYu Z type bucket elevator – the ultimate solution for all your vertical conveying needs. Our Z type bucket elevator is designed with precision and high-quality materials to provide a seamless and efficient process for moving bulk materials vertically.
In addition to its simple structure, the Z bucket elevator is known for its easy assembly and maintenance. With minimal moving parts and a straightforward design, it can be quickly installed and integrated into your existing production line. This not only saves time and labor costs but also minimizes downtime, allowing for uninterrupted production.
Furthermore, the Z bucket elevator is designed to meet strict hygiene and safety standards, making it suitable for use in the food industry. The materials used in its construction are food-grade and easy to clean, ensuring that your products remain uncontaminated during the conveying process. This is essential for businesses that prioritize product quality and safety.
Another advantage of choosing the Z bucket elevator is its ability to handle a wide range of products. Whether you need to convey dry goods, powders, granules, or fragile items, the Z bucket elevator can accommodate various types of materials without compromising efficiency or product integrity. This versatility makes it a valuable asset for businesses with diverse product lines.
